 Home
Home



Making the pergola “roof” -









I started by making a pattern in 3/4” ply.
Then I bent the 30 x 5 mm mild steel using a torch to heat up the area to be bent to red heat. This makes it very easy to bend by hand. (Red hot steel has the consistency of lead.) Also, the oxy-
You could also bend the steel cold in a suitable (large) vice but it would need some hammering to get a sharp bend.
Hot steel can just be bent by hand (and un-
The excess can be easily trimmed with a 4 ½” disc cutter or a hacksaw. (The disc should have a guard but it’s a lot easier without. However goggles and gloves are essential. The disc is very light and therefore stores very little energy, so a shattering disc will only cause moderate injuries -
A bit of a bevel needs to be filed before welding and it helps to clean off the black mill scale from the vicinity of the join. An 80 grit flap-
A not quite perfect but good enough MIG weld. I weld both sides and didn’t bother about any grinding down or cleaning up -
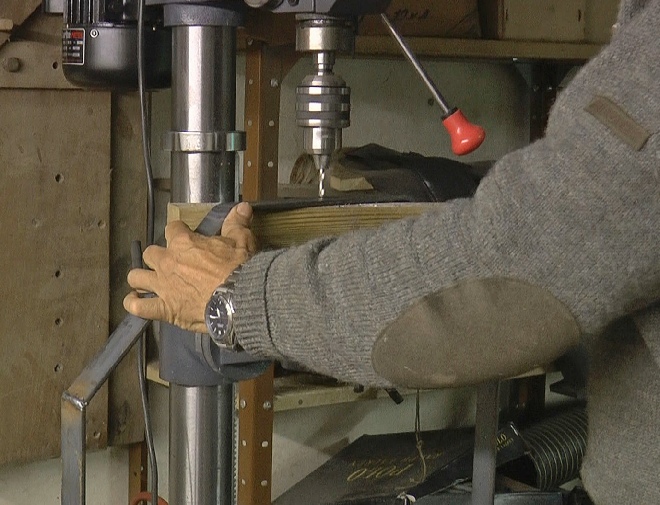
Centre-
This part is done!
Just a bit of trimming needed.
Next, completing the “roof”…